Heat Treating Forgings
Views Send Enquiry
 Forgings are subjected to final heat treatment or intermediate heat treatment to improve the maohinabitity.
Forgings are subjected to final heat treatment or intermediate heat treatment to improve the maohinabitity.
The processes that occur during heat treatment of forgings can be divided into two groups — processesoccurring at temperatures above and below Ac 3.
The temperatures of these processes are given below:
Forgings are heat treated in continuous furnaces with complete mechanization of the heat treatment cycle and automatic control.
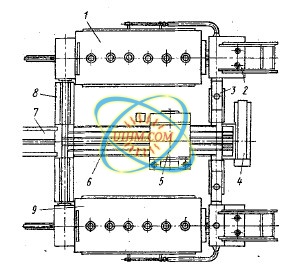
Apparatus for Heat Treating Forged Turbine Blades.
The apparatus consists of two pusher electric furnaces of the Eichelin type (Fig. 1) [1].
The furnace dimensions are 1600 ? 400 x 6000mm.
The frame of the furnace is welded. It is gastight,
which makes it possible to use a protective atmosphere. The metal is heated either to 600 or 950~
The furnace is heated by means of radiant tubes mounted on the side walls and in the hearth.
The furnace is divided into six independently controlled zones. The power to each zone is graduated
- – 50 kW in the first stage, 35 kW in the second stage, 22.5 kW in the third stage, and 17.5 kW in the
fourth stage.
The following production cycles are possible (Fig. 1):
a) The forgings, passing through the furnace, are either transported to another section (positions 7,8, 1, 2, 3, 4) or are transferred to a washer, after which they arrive at the loading station (positions7,8,1, 2, 3, 5, 7);
b) in furnace 1 the forgings are heated to quenching temperature and in furnace 9 to tempering temperature(positions 7, 8, 1, 2, 3, 5, 9);
c) in fully loaded furnaces the treatment occurs in the same manner as in batch furnaces.
The forgings are placed on trays of a heat resistant alloy (37% Ni, 17% Cr). The loading-unloading time varies from 10 to 60 rain.
The apparatus is intended for heat treating a wide variety of steels; the maximum throughput is 600kg/h, which requires two workers.
Related Content

Air Cooled clamp coil (half-open coil) for preheating gas pipeline

induction coating by air cooled clamp induction coil

Remove plastic coating from steel tubes by Induction Heating

Releasing Fixture by Induction Heating

U shape air cooled induction coil by UM-100C-HF for pipeline preheating

induction quenching with custom-design inductor

induction brazing diamond segment

induction brass soldering copper plate_2
Hot

induction forging
induction forging steel billets")
medium frequency induction forging steel rods (steel bars)")
induction forging steel rods (steel bars)
medium frequeny induction forging steel billets with pneumatic feed system
induction forging steel rods_3
induction forging steel rods_2
induction forging steel rods_1
Newest Comment
No Comment
Post Comment