Inducción de Tratamiento Térmico
Views
- Intro: El calentamiento por inducción se ha usado ampliamente para el tratamiento térmico de los procesos en una variedad de applications.Some metalurgia de estas aplicaciones se asocian con partes discretas, tales como ejes, cojinetes, engranajes …
Calentamiento por inducción se ha utilizado ampliamente para procesos de tratamiento térmico en una variedad de aplicaciones de la metalistería.Algunas de estas aplicaciones se asocian con piezas discretas como ejes, rodamientos, engranajes y ejes. Aquí, los procesos más comunes son endurecimiento y Temple de carbono y aleación de acero partes para mejorar la fuerza y características de desgaste.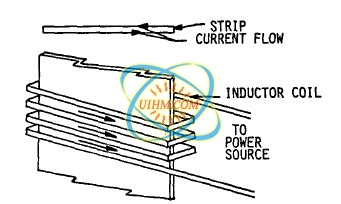
Sin embargo, muchos usos de la calefacción de inducción se asocian en línea calor tratar procesos para permitir la producción de alta velocidad de productos de placa y tira tanto metales ferrosos y no ferrosos. Aquí, a menudo una gama más amplia de los procesos de tratamiento de calor se requiere para permitir operaciones de manufactura posterior como balanceo, formando y unirse, así como para mejorar las propiedades mecánicas del producto final. Estos procesos en línea incluyen recocido parcial y total, normalización, endurecimiento, Temple y térmico de solución incluso tratar (en el caso de algunos productos no ferrosos).
Calentamiento por inducción proporciona un método muy eficiente de calefacción tira magnética. Aquí, calefacción se aplica fácilmente mediante el uso de flujo longitudinal que es creado por una bobina de inductor de tipo solenoide que rodea la franja a calefactar. La bobina del solenoide se acopla magnéticamente a la franja, creando una circulación de corriente que fluye a través del ancho de la tira y vuelve sobre sí mismo en el lado opuesto como se muestra en la figura 1. Incluso para los relativamente delgada tira magnética, se puede mantener buena calefacción eficiente desde la profundidad de la penetración actual es pequeña, y, por lo tanto, no cancelar sí mismo como devuelve en el lado opuesto de la tira. Este método de calefacción es ideal para banda magnética e incluso
para la tira no magnética que tiene una mayor resistencia eléctrica y el espesor de la parte. Sin embargo, a medida que la tira se diluyente, frecuencias más altas deben utilizarse para mantener a una buena transferencia de energía de la bobina a la franja, como se muestra en la tabla 1. Y, para materiales de baja resistividad, tales como aluminio, cobre y latón, la eficiencia y el factor de potencia están en niveles significativamente más bajos que para los productos ferrosos.
Como resultado, un método alternativo conocido como calefacción de inducción de flujo transversal ofrece beneficios considerables para la tira en línea usos de la calefacción. Este método de calefacción ha sido conocido por muchos años; sin embargo, requiere especialmente diseñado hierro tubular laminado bobinas del inductor y un control más estricto de la energía, manejo de la tira y parámetros de proceso.
En los últimos años ha sido que los avances en fuentes de potencia de estado sólido y de control de lazo cerrado proceso han proporcionado los parámetros para productizing la tecnología de flujo transversal. Aunque no existe ninguna mejora básica
en la eficacia de la calefacción de banda magnética, puede haber beneficios en los costos de bienes de capital, como frecuencias bajas se usa en la franja más delgada. Sin embargo, las frecuencias bajas impartir más fuerza magnética y pueden producir vibraciones indeseables en el material al pasar por las caras de polo de la bobina del inductor . Flujo transversal desarrolla un patrón actual en la franja, como se muestra en la figura 2. Es aquí, a lo ancho de la franja y devuelve un campo de polo de la distancia a lo largo de la tira. Esto elimina el problema actual de cancelación asociado con flujo longitudinal calefacción, calefacción óptima eficiencia y factor de potencia de la bobina. También permite uso de menor frecuencia fuentes de energía como se muestra en la tabla 2. Y, con este tipo de calefacción, más latitud en la selección de frecuencia es posible, ya que se pueden variar otros parámetros para proporcionar buena bobina eficiencia y factor de potencia
Tags: Induction Heat Treating




Recommended

bobina de inducción plana para el tratamiento de superficie de calefacción
motor de inducción de calor externo
tratamiento de inducción para el eje
calentamiento por inducción rápida
Calentamiento por inducción Titanio Hoja
Calentamiento por inducción de acero mandril punta
Calentamiento por inducción catéter Tipping Die
TRATAMIENTO TÉRMICO CON CALEFACCIÓN EN TUBOS DE ADMISION
Newest Comment
No Comment
Post Comment