Engins de durcissement d induction
Views

- Intro: Ces dernières années, les fabricants d engins ont acquis des connaissances supplémentaires sur la façon ne la technologie peut être utilisée pour produire des pièces de qualité. L application...
Ces dernières années, les fabricants d'engins ont acquis des connaissances supplémentaires sur la façon dont la technologie peut être utilisée pour produire des pièces de qualité. Les engrenages qui sont plus silencieux, plus léger et plus faible coût et ont une capacité de charge accrue pour gérer des vitesses supérieures et des couples tout en générant un minimum de chaleur a entraîné l'application de ces connaissances.
Caractéristiques de performance Gear (y compris les conditions de charge et environnement d'exploitation) dictent la dureté de surface requise, dureté à coeur, le profil de dureté, distribution des contraintes résiduelles, nuance d'acier et la microstructure préalable de l'acier 1.
Contrairement à la cémentation et la nitruration, trempe par induction ne nécessite pas de chauffage l'engin entier

Un autre train d'induction durcissement vise à produire d'importantes contraintes résiduelles de compression à la surface et dans un sous-sol Région1. Contraintes de compression aident inhibent le développement de la fissure et résister à la fatigue de flexion traction. Dépendant de la géométrie de modèle et de la dent de dureté requise, engrenages sont trempé par induction par encerclant la partie avec une bobine (ce qu'on appelle « spin durcissement ») ou, pour les engins plus grandes, les chauffant « dent-de-dent » ("pointe-de-pointe" ou « écart-de-gap »).
Trempe par induction « Gap-par-Gap » des engrenages
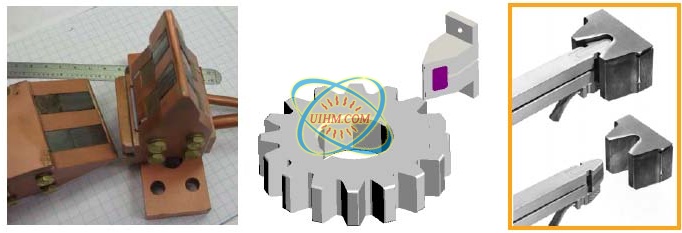
« Gap-par-Gap » engrenages principe de durcissement et conceptions de l'inducteur typique
« Gap-par-Gap » technique requiert la bobine se situera symétriquement entre deux flancs de deux dents voisines (inducteur de durcissement peut être conçu pour chauffer seulement la racine et/ou la bride de la dent, laissant le noyau extrémité et dent souple, résistant et malléable.
gear1

Recommended

induction de durcissement pour outils matériels
Auto trempe par induction
DURCISSEMENT DE L INDUCTION DES PIÈCES DE ROULEMENT
Durcissement d'induction dents d engrenage
Lames chirurgicales de durcissement induction
demandes de durcissement d induction
Induction gear rétraction ceinture de durcissement
Lame du couteau allumé du durcissement d induction
Newest Comment
No Comment
Post Comment