誘導熱処理
Views
- Intro: 誘導加熱は、熱処理プロセス、さまざまな金属加工アプリケーションでの広範囲にわたって使用されています。これらのアプリケーションのいくつかは、シャフト、軸受、歯車、ハブなどのディスクリート部品に関連付けられています。ここでは、最も一般的なプロセスです。
誘導加熱は、熱処理プロセス、さまざまな金属加工アプリケーションで広く使用されています。これらのアプリケーションのいくつかは、シャフト、軸受、歯車、ハブなどのディスクリート部品に関連付けられています。ここでは、最も一般的なプロセスは硬化と焼戻し炭素や合金は鋼の摩耗特性と強度を向上させる部品。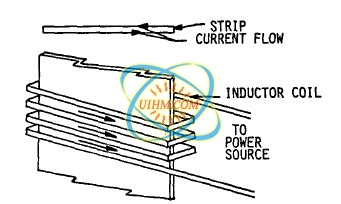
しかし、多くの誘導加熱応用インライン熱処理鉄、非鉄金属のプレートとストリップ製品の高速生産を許可するプロセスと関連付けられています。ここでは、多くの場合熱の治療プロセスの広い範囲が圧延、成形、参加などの以降の製造操作を許可するだけでなく、最終製品の機械的特性を改善するために必要です。これらのラインでプロセス部分と完全熱処理、正規化、硬化、焼戻し、(一部の非鉄金属製品の場合) もソリューション熱処理があります。
誘導加熱は、磁気ストライプを暖房する非常に効率的な方法を提供します。ここでは、暖房は容易に加熱するストリップを取り囲む、ソレノイド型インダクタ コイルで作成した縦方向のフラックスを使用して適用されます。ソレノイド コイルは磁気ストリップの幅全体を流れて、図 1 に示す自体に反対側を返します循環は現在作成ストリップ、カップルします。比較的薄い磁気ストリップは、現在浸透深さが小さいストリップの反対側を返す、したがって、それ自体キャンセルされませんので、良い効率的な加熱を維持できます。暖房のこの方法は磁気ストライプとも理想的に適しています
高い電気抵抗あり、部品の厚さのための非磁性のストリップ。ただし、ストリップが薄くなるにつれてより高い周波数は表 1 に示すように、ストリップ、コイルからのエネルギーの良い転送を維持するために使用する必要があります。そして、アルミニウム、銅、真鍮などの低抵抗材料の効率と力率鉄製品よりも大幅に低いレベルのです。
この結果、トランスバース磁束誘導加熱として知られている別の方法は加熱ラインのストリップのためのかなりの利点を提供しています。暖房のこの方法は、長年にわたって知られています。ただし、それは特別設計された鉄芯インダクタ コイル積層と、電力をより厳しく管理処理は、ストリップしパラメーターを処理を要求します。
それは近年ではトランスバース磁束技術製品の固体の電源および閉ループ プロセス制御の進歩のパラメーター提供しているされています。基本的な改善がないです。
磁気ストライプの暖房効率というメリットがあります資本設備コストの薄いストリップに低い周波数を使用することができますので。ただし、低い周波数より多くの磁気力を与えることは、インダクタ コイル極面を通過すると、材料の望ましくない振動を作り出すことができます。トランスバース磁束ストリップ内の現在のパターンは図 2 のように開発しています。ここでは、それはストリップと極ピッチ距離、ストリップの長さを返しますの幅です。これは、最適な加熱効率とコイルの力率を提供する, 縦のフラックスを関連付けられている現在のキャンセル問題を排除します。またより低い周波数の使用電源表 2 に示すようにできます。で、良いコイル効率と力率を提供するその他のパラメーターを変えることができるのでこのタイプの暖房では、さらに周波数選択で緯度が可能です
Tags: Induction Heat Treating












Newest Comment
No Comment
Post Comment