熱 treating 鍛造品
2006-3-28 Views
 鍛造は、最終的な熱処理や治療、maohinabitity を改善するために中間熱にさらされます。
鍛造は、最終的な熱処理や治療、maohinabitity を改善するために中間熱にさらされます。
鍛造品の熱処理中に発生するプロセスは 2 つのグループに分けることができます-processesoccurring 以上の温度で、Ac 3 以下。
これらのプロセスの温度を与えられています。下:
鍛造品の連続炉熱処理サイクルと自動制御の完全機械化と熱処理されます。
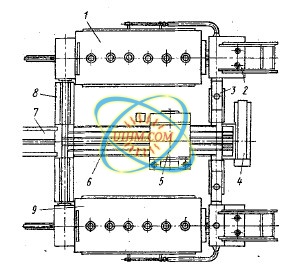
熱処理装置タービン ブレードを鍛造。
装置 Eichelin 型 (図 1) [1] の 2 つの補助機関車電炉ので構成されます。
炉寸法は 1600年ですか?400 x の 6000 mm。
炉のフレームが溶接されます。気密は、
保護大気を使用できます。金属は、600 または 950 に加熱されている 〜
ラジアント チューブ側の壁にマウントによる炉で加熱されます。
炉は、六つの独立して管理されるゾーンに分かれています。各ゾーンに電源を卒業します。
--50 kW に最初の段階では、35 kW 2 番目の段階では、22.5 kW 第三段階と 17.5 kW で、
4 番目のステージ。
次の生産サイクルが可能です (図 1)。
炉を通過)、鍛造品は、どちらか別のセクションに運ばれる (位置 7、8、1、2、3、4) またはローディング ステーションに後到着は洗濯機に転送されます (positions7、8、1、2、3、5、7)。
炉 1 b) に鍛造焼入れ温度と炉 9 焼戻し温度に加熱される (7、8、1、2、3、5、9 位置)。
c) で完全にロードされた炉治療バッチ炉と同じ方法で発生します。
鍛造耐熱合金のトレイに配置されます (37 %ni、17 %cr)。載荷-除荷時間 10 から 60 の雨に異なります。
装置は、さまざまな鋼の熱処理を意図しています。最大のスループットは、600 キロ/h の 2 人の労働者が必要です。
Tags: heat-treating-forgings
Down Attachment
- Click to downloadAttach1: heat-treating-forgings.pdf Clicks


Newest Comment
No Comment
Post Comment