열 치료 - forgings
2006-3-28 Views
 단조는 최종 열 처리 또는 maohinabitity를 개선 하기 위해 중간 열 처리를 받게 됩니다.
단조는 최종 열 처리 또는 maohinabitity를 개선 하기 위해 중간 열 처리를 받게 됩니다.
단조 열 처리 하는 동안 발생 하는 프로세스는 두 그룹으로 나눌 수 있습니다 — processesoccurring 위의 온도 Ac 3.
이러한 프로세스의 온도 받는다아래:
단조 열 처리 열 처리 사이클 및 자동 제어의 완전 한 기계화와 연속 용광로에 있다.
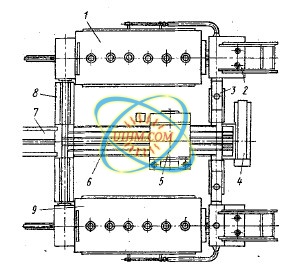
열 치료에 대 한 장치는 터빈 블레이드를 위조.
(그림 1) [1] Eichelin 형식의 두 미는 전기 용광로 기구에 의하여 이루어져 있다.
보일 러 크기는 1600? 400 x 6000mm입니다.
보일 러의 프레임 용접. 그것은 gastight,
어떤 보호 분위기를 사용할 수 있습니다. 금속이 열 600 또는 950 ~
보일 러 난로 측 벽에 장착 하는 빛 난 튜브를 사용 하 여가 열 합니다.
보일 러는 6 개의 독립적으로 제어 영역으로 나뉩니다. 각 영역에 전원 졸업
--50 kW 35 첫 번째 단계에서 2 단계 22.5 원 세 번째 단계에서 17.5 원 Kw에는
4 단계입니다.
다음과 같은 생산 사이클 가능 하다 (그림 1).
용광로 통과 하는) 단조도 다른 섹션으로 전송 (위치를 7, 8, 1, 2, 3, 4) 또는 로드 역에 도착 후 세탁기에 전송 (positions7, 8, 1, 2, 3, 5, 7);
b)의 보일 러 1 담금질 온도 온도 템 퍼를 9로는 단조가 열 (7, 8, 1, 2, 3, 5, 9 순위);
c) 완전히 로드 된 용광로에 치료 일괄 용광로 처럼 같은 방식으로 발생합니다.
단조 내 열 합금의 쟁반에 배치 됩니다 (37 %ni, 17 %cr). 로드-언로드 시간 10에서 60 비가 다릅니다.
장치 열 처리 강;의 다양 한 위한 것입니다. 최대 처리량은 600 kg/h, 두 노동자를 요구 한다.
Tags: heat-treating-forgings
Down Attachment
- Click to downloadAttach1: heat-treating-forgings.pdf Clicks


Newest Comment
No Comment
Post Comment