Induktion Wärmebehandlung
Views
- Intro: Induktionserwärmung wurde ausgiebig für Wärmebehandlungsverfahren in einer Vielzahl von metallverarbeitenden applications.Some dieser Anwendungen werden mit diskreten Bauteilen wie Wellen, Lager, Zahnräder und Hubs verbunden sind, …
Induktionserwärmung wurde ausgiebig für Hitze Behandlung von Prozessen in einer Vielzahl von Anwendungen der Metallbearbeitung eingesetzt.Einige dieser Anwendungen sind diskrete Teile wie Wellen, Lager, Zahnräder und Naben zugeordnet. Hier sind die häufigsten Prozesse, Härten und Anlassen von Carbon und Aluminium Stahlteile zur Verbesserung der Festigkeit und Merkmale zu tragen.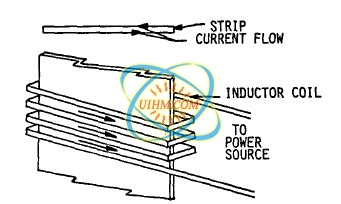
Jedoch sind viele Induktion Heizung Anwendungen verbunden mit Inline-Wärmebehandlung Prozesse um high-Speed-Produktion von sowohl Eisen-als auch ne Platte und Streifen zu ermöglichen. Hier oft ein breiteres Spektrum von Wärme behandeln Prozesse sind erforderlich, um nachfolgende Herstellungsvorgänge wie Walzen, Umformen und Beitritt zu ermöglichen, sowie die mechanischen Eigenschaften des Endprodukts zu verbessern. Diese Inline-Prozesse sind Teil- und Glühen, normalisieren, Härten, Anlassen und sogar Lösung Wärmebehandlung (bei einige Nichteisen-Produkte).
Induktionserwärmung bietet eine sehr effiziente Methode zur Heizung Magnetstreifen. Heizung wird hier leicht mit Längs-Flussmittel, die durch eine Magnetspule Typ Induktor, die den Streifen erstellt wird zu beheizende umschließt übernommen. Der Magnetspule Paare magnetisch zum Strip, Erstellen einer zirkulierenden aktuelle, die über die Breite des Streifens fließt und gibt sich selbst auf der gegenüberliegenden Seite wie in Abbildung 1 dargestellt. Selbst für relativ dünne Magnetstreifen kann gute effiziente Heizung gepflegt werden, da die aktuelle Eindringtiefe klein ist, und daher es nicht selbst abgebrochen wie es auf der gegenüberliegenden Seite des Streifens zurückgibt. Diese Methode der Heizung ist ideal geeignet für Magnetstreifen und sogar noch
für unmagnetisch Streifen, die eine höhere Elektrische Widerstandskraft und Werkstückdicke hat. Jedoch, als der Streifen dünner wird, müssen höhere Frequenzen verwendet werden um eine gute Übertragung von Energie aus der Spule auf den Streifen wie in Tabelle 1 dargestellt. Und für geringe Widerstandskraft Materialien, wie Aluminium, Kupfer und Messing, die Effizienz und den Leistungsfaktor auf deutlich niedrigeren Ebenen als für eisenhaltige Produkte sind.
Daher bietet eine alternative Methode, bekannt als transversale Flussmittel Induktionserwärmung erhebliche Vorteile für Inline-Strip Heizanwendungen. Diese Methode der Heizung ist seit vielen Jahren bekannt; Es erfordert jedoch speziell gestaltete Eisen entkernt laminiert Induktor Spulen und strengere Kontrolle der Macht Streifen Handhabung und Prozessparameter.
Es war in den letzten Jahren, dass Fortschritte in der Solid-State Stromquellen und geschlossene Prozesskontrolle Parameter bereitgestellt haben, für die Vermarktung der transversale Flussmittel-Technologie. Zwar gibt es keine grundlegende Verbesserung
der Heizung-Effizienz der Magnetstreifen bestünden Vorteile bei Investitionsgütern, da niedrigere Frequenzen auf die dünnere Streifen verwendet werden können. Jedoch niedrigere Frequenzen mehr Magnetkraft vermitteln und können unerwünschte Schwingungen im Material produzieren, wie es die Induktivität Spule Pol Gesichter durchläuft. Transversale Flussmittel entwickelt eine aktuelle Muster im Streifen, wie in Abbildung 2 dargestellt. Hier geht es über die Breite der Streifen und gibt einen Polabstand Abstand über die gesamte Länge des Bandes. Dadurch entfällt das aktuellen Stornierung Problem im Zusammenhang mit Längs-Flussmittel Heizung, optimale Heizung Effizienz und Spule Leistungsfaktor. Es erlaubt auch Einsatz von niedrigeren Frequenz Stromquellen wie in Tabelle 2 dargestellt. Und mit dieser Art der Heizung, weitere Breitengrad in Frequenzwahl ist möglich, da andere Parameter variiert werden können, um gute Spule Wirkungsgrad und Leistungsfaktor
Tags: Induction Heat Treating




Recommended

flache Induktionsspule für Flächenheizungen Behandlung
Induktionswärme äußeren Motors
Induktionstherapie für Achse
schnelle Induktionserwärmung
Induction Heating Titanium Klinge
Induction Heating Stahl Dornspitze
Induction Heating Katheter Tipping Die
Wärmebehandlung mit Induktionserwärmung in Rohren
Newest Comment
No Comment
Post Comment